




Усовершенствование технологических процессов способствует повышению качества; прецизионное литье в сочетании с ЧПУ-обработкой устанавливают новые стандарты в отрасли производства насосов и арматуры из нержавеющей стали
2026-04-27
Недавно в китайской отрасли нержавеющих стальных насосов и клапанов произошел технический прорыв. Ряд ведущих предприятий первыми внедрили комплексную производственную модель точное литье + прецизионная обработка на станках ЧПУ. Глубокая интеграция точного формования по методу выплавляемых моделей и высочайшей точности пятикоординатной обработки значительно повысила коррозионную стойкость, герметичность и эксплуатационную эффективность продукции. Это обеспечило более надежное оборудование для транспортировки жидкостей в высокотехнологичных сферах химической промышленности, биомедицины, новой энергетики и других отраслей, способствуя переходу отрасли от стандартного производства к производству высшего качества.
Нержавеющие стальные насосы и клапаны являются сердцем промышленной транспортировки и регулирования потоков жидкостей. Их качество напрямую определяет безопасность и стабильность трубопроводных систем, а производственная технология служит основой качества. Обновленный комплексный производственный процесс устранил отраслевую проблему разобщенности традиционного литья и механической обработки, обеспечил комплексный контроль от сырья до готовой продукции, и каждый этап отражает концепцию тонкого высокоточного производства.
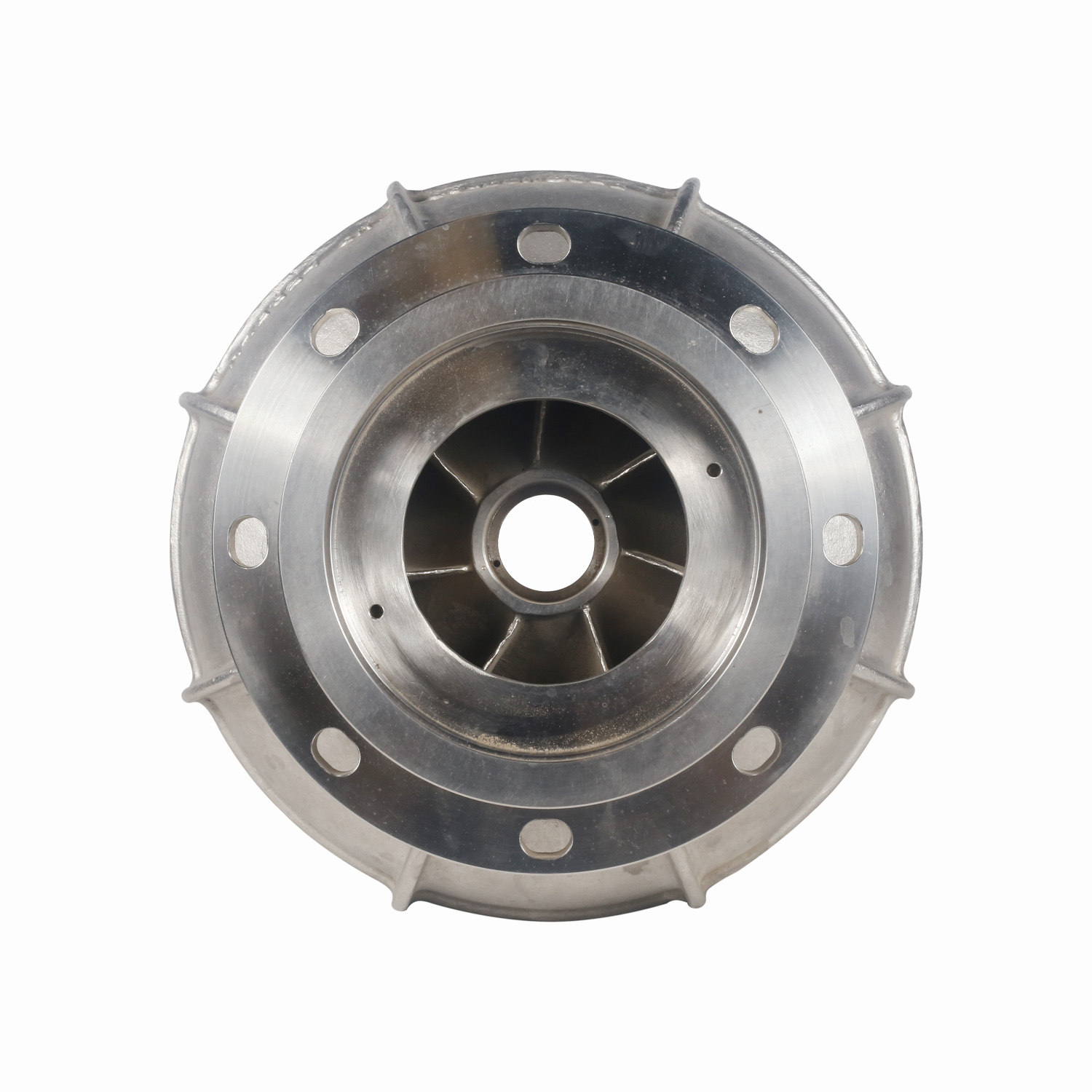
На этапе точного литья как исходном звене производства компания «Уси Хуаньюй» применяет современную технологию литья по выплавляемым моделям и создала стандартизированную систему всего процесса от разработки пресс-форм до формования литых деталей.Сначала инженеры проводят анализ технологичности по проектным чертежам заказчика, с помощью 3D-моделирования разрабатывают высокоточные пресс-формы для восковых моделей, обеспечивая погрешность размеров форм на микронном уровне;Затем горячий жидкий воск заливают в пресс-формы, получая гладкие и точные восковые модели, после чего отдельные восковые модели собирают в «восковое дерево» для подготовки к массовому производству;Далее «восковое дерево» многократно погружают в керамическую суспензию и равномерно посыпают песком, формируя прочную керамическую оболочку. После удаления воска высокотемпературным паром внутри образуется полость, полностью повторяющая геометрию детали;В заключение по условиям эксплуатации точно подбирают состав нержавеющих сталей 316L, 904L и других сплавов. Металл плавят в вакууме и заливают в обожженную керамическую оболочку. После охлаждения и затвердевания металла оболочку разрушают и извлекают отливку. Последовательно выполняют резку, пескоструйную обработку, термообработку и другие операции, получая заготовки с точными размерами и плотной структурой.Чтобы исключить внутренние дефекты отливок, предприятие проводит комплексный контроль заготовок с помощью спектрального анализа, рентгеновской дефектоскопии, магнитопорошкового контроля и других методов. Доля годной продукции повышена более чем до 99,8%.